Looking for an effective way to optimise the productivity of your food and beverage manufacturing process? One of the best ways to improve productivity is by choosing the right hose. The transfer of liquids from one point to another is an important aspect of the manufacturing process and it’s essential to have hoses that enhance the safety and quality of your products.
What to consider when choosing a food-grade hose
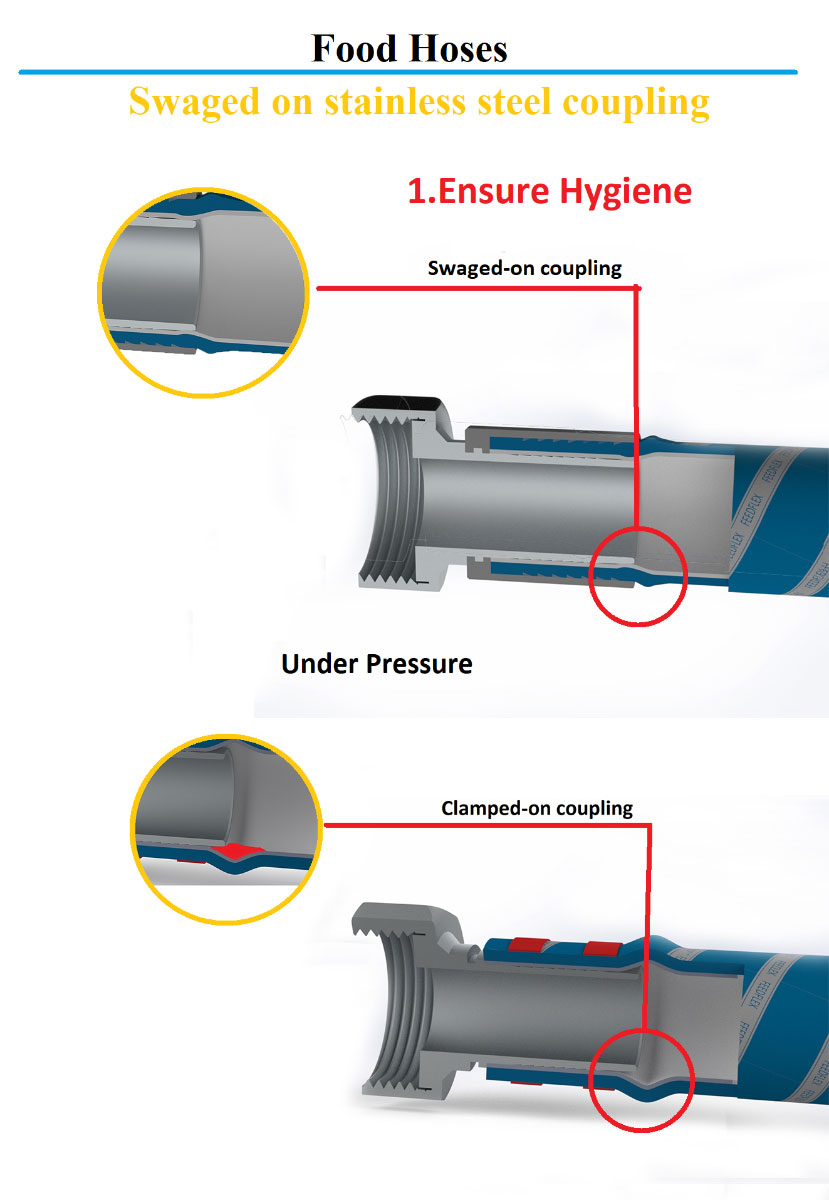
Food-grade piping needs to safely transfer products without the risk of contamination. They need to minimise the risk of malfunction and downtime and be able to withstand high amounts of pressure and extreme temperatures. Food-grade piping needs to be flexible, durable, bacteria-resistant, abrasive-resistant and kink-resistant.
There are a few things to consider before choosing a hose for the food and beverage industry:
What product is being transferred
One key consideration when choosing a food-grade hose is what type of product is being transferred, as it will determine what type of hose you require. If your product is highly acidic or alkaline you will need hoses that are extremely resistant to corrosion. Foods or beverages that are highly viscous may require a hose with more diameter to ensure efficient transfer.
The temperature and pressure
In the food and beverage industry, food-grade hoses can be subjected to fluctuations in pressure and temperature. Food-grade hoses need to be designed to withstand high temperatures and pressures without the threat of contamination or malfunction.
The environment
It’s also important to consider the environment surrounding your food and beverage hoses. If they are located in a corrosive environment, it may be important to choose a hose that is made from highly resistant materials, such as PTFE. Similarly, in some environments, you may require a highly flexible hose.
Pacific Hoseflex Food Grade Hoses
At Pacific Hoseflex, we offer a range of high-quality hoses perfectly suited for the food and beverage industry. They are made to withstand all the challenges such as temperature, pressure and environment, and are FDA approved.
Slickflex® Hose – Smoothbore/Convoluted
The Slickflex® hose combines ultimate flexibility and durability and has the most innovative design to provide exceptional performance and reliability. The unique construction of the Slickflex® hose features a smoothbore inner tube and a convoluted outer layer. This ensures excellent flow rates and kink resistance.
The smooth inner and convoluted outer of the Slickflex® hose ensures there’s no place for bacteria to survive. Both the Slickflex® and Encapsulated hoses can be manufactured entirely encapsulated, made with the fittings or flanges overlapping with the PTFE liner to create one of the most hygienic hoses on the market.
Features:
- Construction: Smoothbore inner with Convoluted outer
- Profile: High Flexibility / Medium Pressure
- Tube Available: PTFE Virgin / Anti-static Inner Tube / PFA
- Braid Available: 316 Stainless Steel
- Size Available: 1/4’’ – 2’’
- Temperature Range: -70°C to 260°C
- Vacuum Resistance: Full Vacuum up to 130°C
- Sintered/Permeation: Slow Sintered (medium level of permeation)
Feedflex Hoses
Our PTFE, Feedflex Milk and Feedflex Beverage hoses are specifically designed to leave no odour or trace in the food travelling through the hoses and have a smoother lining for hygienic applications.
Both these hoses are manufactured using FDA-approved material, with strict quality assurance protocols. They are flexible, with a strong, convoluted outer cover.
Encapsulated PTFE Hose
Another food-grade hose we supply is the Encapsulated PTFE, with a convoluted construction it has great flexibility and the ability to sustain temperatures between -70°C to 260°C.
This hose is the most hygienic PTFE on the market and resists most corrosive fluids. Because the PTFE inner core is fully encapsulated, the product never comes in contact with the fittings.
The Pacific Hoseflex team can help
Whatever hose you need, we’re here to help. Our specialist team has years of experience and can recommend the right hose for your application. You can rely on our professional advice when it comes to food-grade hoses. For more information call us at 07 5593 4292 or fill out an online contact form.


